
独自の品質目標を追求した
万全の品質管理体制。
品質管理
Quality Control
独自の品質目標を追求した万全の品質管理体制を構築し、
日々お客様満足度の向上に努めています。
品質方針
安定した品質サービスを提供し、
お客様に信頼いただける企業作りを常にめざす
品質目標
継続的改善の実施
社内不適合率の減少
客先流出不適合ゼロ
検査設備
Inspection Equipment
品質管理の基本は「計測に始まり計測に終わる」といっても過言ではありません。
当社では以下の検査設備を導入し、高精度な品質管理を実現しています。

画像ユニット工具顕微鏡
ミツトヨ MF-A1720
非接触で長さ・高さをミクロン単位で測定。演算ユニットによる複雑な測定にも対応します。
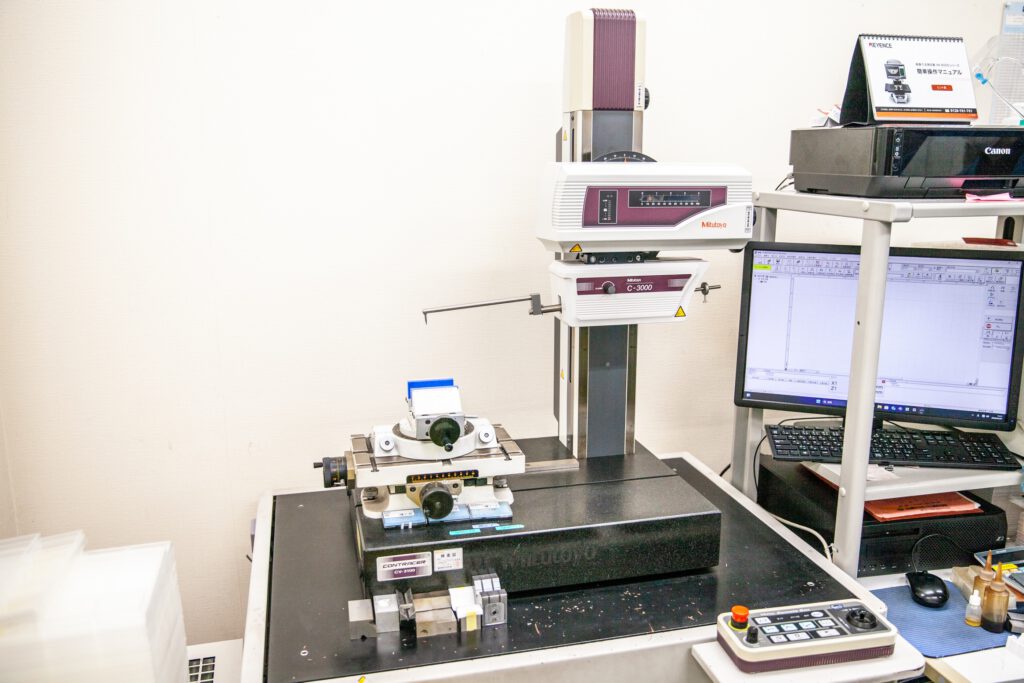
輪郭形状測定機
ミツトヨ SV-3100S4
触針式で輪郭・表面形状をデジタル解析。高精度な形状評価を実現します。

表面粗さ測定機
ミツトヨ SV-2000N2/TCOM
触針自動測定で表面粗さを計測。各種パラメータの演算出力が可能です。

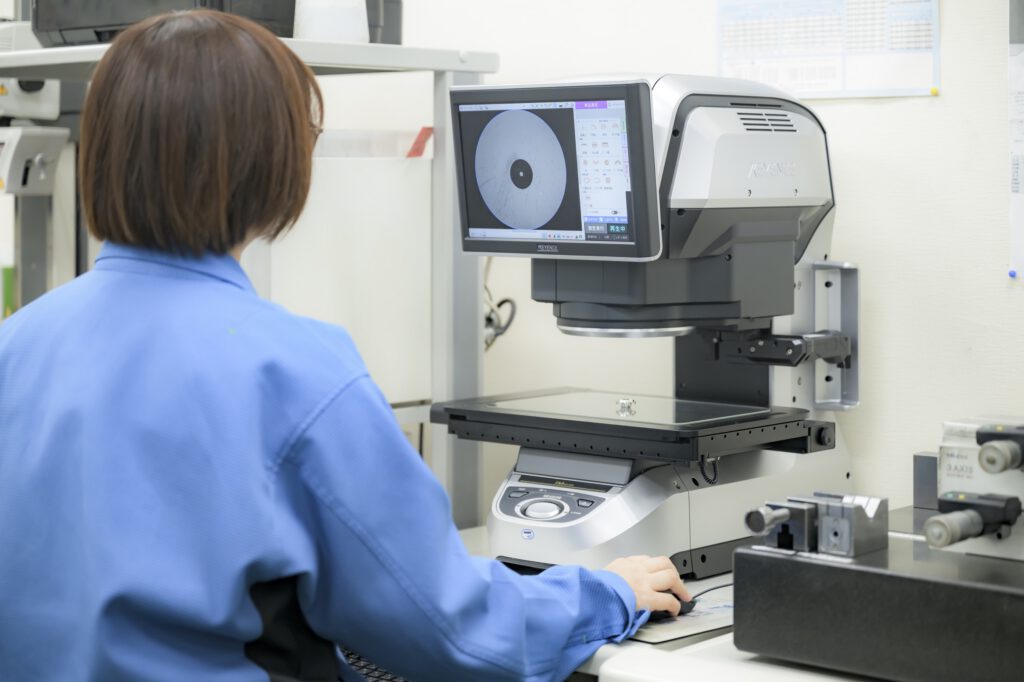
画像寸法測定器
キーエンス IM-6225
パターン認識による測定ポイント自動判別。省力化と測定精度の向上を実現します。
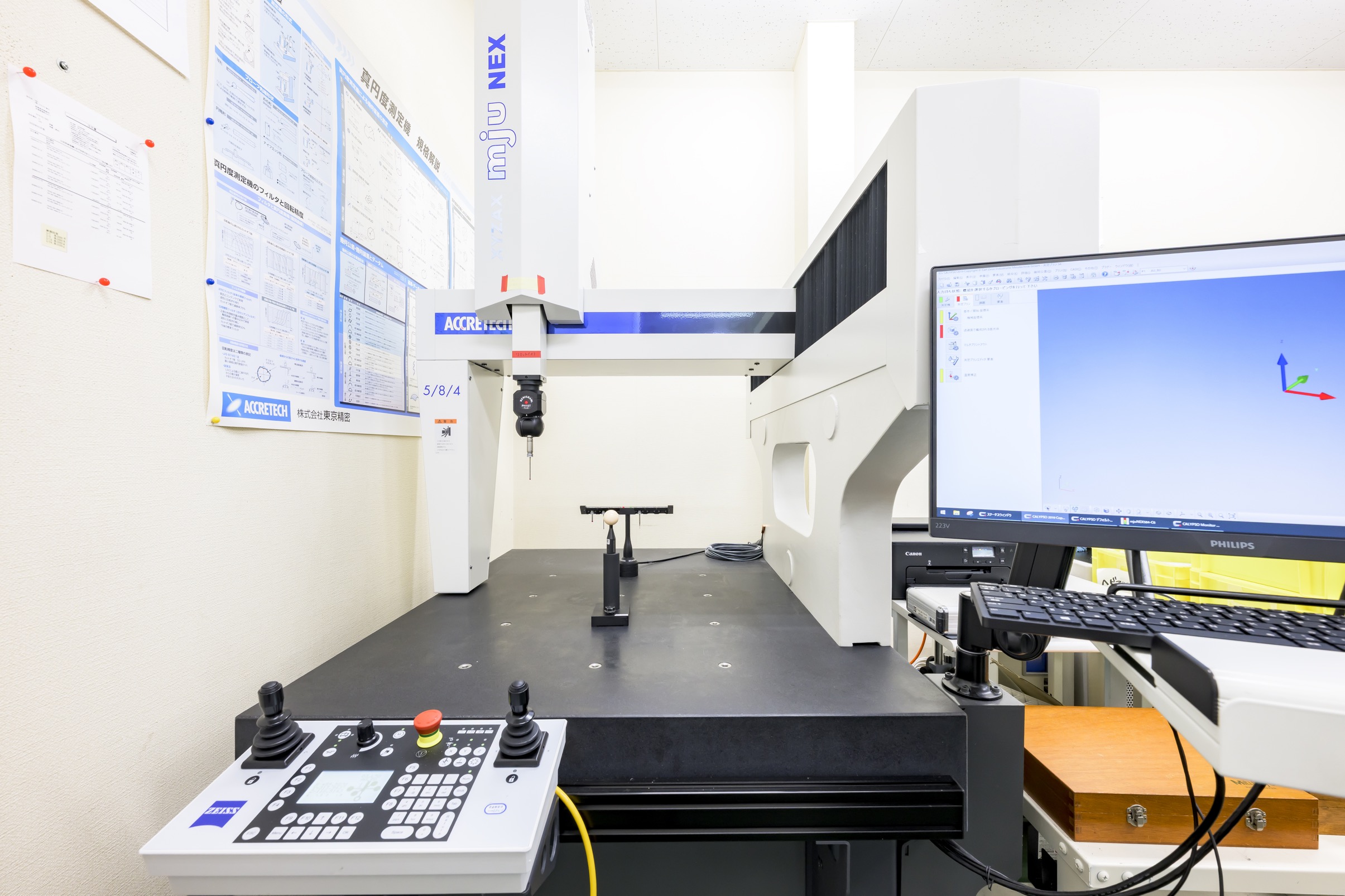
三次元測定機
ACCRETECH mjU NEX
3次元座標で複雑形状の寸法・幾何公差を高精度に測定。3D CADデータとの比較検証も可能です。
品質管理ワークフロー
Quality Workflow
機械加工では、段取り替え後の最初の製品に対して、図面に記載されたすべての寸法・公差・幾何公差項目を入念にチェックする初品検査を実施します。画像ユニット工具顕微鏡や輪郭形状測定機など、高精度な検査設備を活用し、μm単位の精度で合否を判定。初品が規格内に収まっていることを確認してから量産加工に移行することで、加工開始時の品質を確実に担保しています。万が一、初品で異常値が検出された場合は、加工条件や治具の再調整を行い、再度検査をクリアするまでラインを稼働させません。
「後工程はお客様」をモットーに、加工中も一定間隔で定期検査を実施しています。量産加工では、工具の摩耗や機械の熱変位などにより、時間の経過とともに寸法にばらつきが生じる可能性があります。そのため、あらかじめ設定した頻度で抜き取り検査を行い、寸法の推移を監視。傾向管理によって異常の兆候を早期に捉え、不適合品が発生する前に加工条件の補正や工具交換を実施します。この「予防型」の品質管理により、工程内での不良発生を最小限に抑えています。

寸法精度だけでなく、製品の外観品質も当社が重視するポイントです。肉眼では判別できない微細なキズ・打痕・バリ・変色などを見逃さないため、顕微鏡や画像寸法測定器を使用した外観検査を実施しています。特に外観重視部品では、検査基準を明確に定めた限度見本を用意し、検査員の判断にばらつきが出ないよう標準化を徹底。加工中のキリコによる擦りキズや、搬送時の接触痕なども厳しくチェックし、お客様にお届けする製品の見た目の品質にも妥協しません。

独自の品質目標である「客先流出不適合ゼロ」の実現に向け、出荷前にも最終の出荷検査を実施します。寸法検査・外観検査の結果を改めて確認するとともに、数量・梱包状態・識別表示なども含めた総合的なチェックを行います。検査成績書や出荷記録を作成し、万が一お客様からお問い合わせがあった場合にも、製造ロットの追跡が即座に可能な体制を整備。すべての検査をクリアした製品のみを出荷することで、お客様に安心と信頼をお届けしています。
